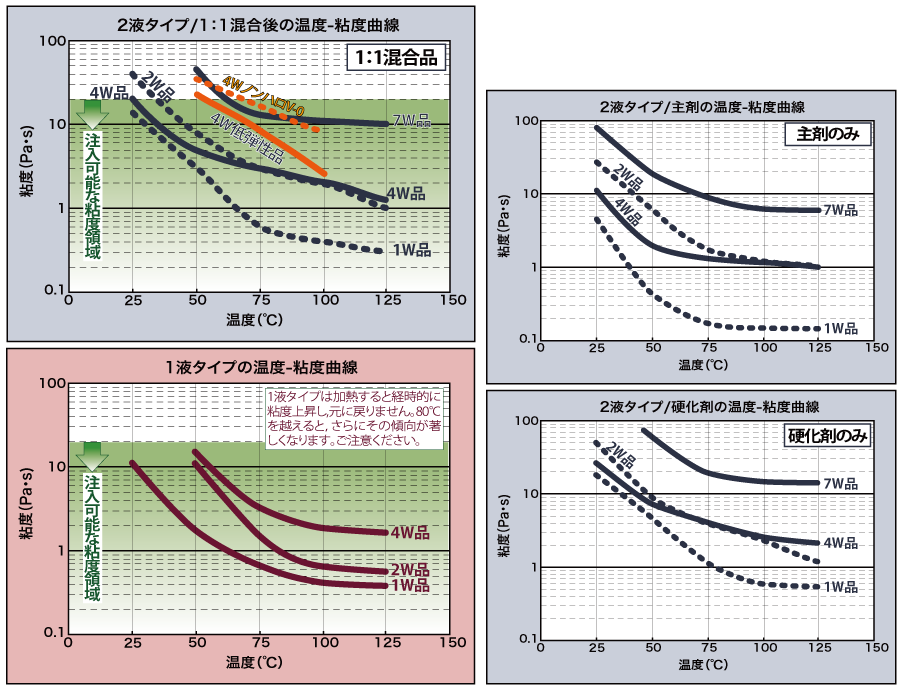
リコ・ジーマ・イナスの一般的な注入(注型)可能な粘度領域は,20Pa・s以下を目安としています。この粘度範囲となる樹脂温度に加熱してご使用下さい。ただし,注型品・金型形状等により注型条件が異なりますので,最適な粘度で作業を行なえるように,樹脂の加熱温度と作業性は事前にご検討下さい。グラフの拡大はコチラまたは下のグラフを直接クリックして下さい。
注型作業全体の流れはこちらのムービーをご覧下さい。 1液タイプは加熱で反応が進行することで粘度が上昇し,元には戻りませんので,加熱した樹脂は使い切りとするよう,加熱する樹脂量を設定して下さい。また,2液2W,7Wタイプの主剤・硬化剤混合後の温度は,資料02記載の作業フローを参照し,反応による粘度上昇を管理して下さい。